I. Přehled
S rychlým rozvojem mezinárodní chemické a energetické logistiky jsou skladovací nádrže a kontejnery z nerezové oceli široce používány při přepravě a skladování chemikálií, potravin a nápojů, energie a dalších materiálů. Díky své vynikající houževnatosti při nízkých teplotách a dobré odolnosti proti korozi je austenitická nerezová ocel široce používána při konstrukci kryogenních skladovacích nádrží, zařízení a velkých kryogenních konstrukcí

Kryogenní skladovací nádrž
2.Krátké představení našich spotřebních materiálů pro svařování z nerezové oceli -196℃ při nízké teplotě
| Kategorie | Jméno | Model | Norma | Poznámka | |
| GB/YB | AWS | ||||
| Elektroda | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| Tavidlo | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Pevný drát | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| SAW | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3. Naše elektroda GES-308LT (E308L-16)
Abychom uspokojili poptávku na trhu, naše společnost vyvinula řadu ultranízkoteplotních elektrod z austenitické nerezové oceli s vysokou houževnatostí, chemické složení naneseného kovu (jak je uvedeno v tabulce 1) a stabilní mechanické vlastnosti (jak je uvedeno v tabulce 2) a má vynikající výkon při svařování ve všech polohách a vynikající rázovou houževnatost při nízkých teplotách, vliv množství feritu na hodnotu rázu (tabulka 3).
1.Chemické složení deponovaného kovu
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| Pozn. (%) | 0,04 | 0,5-2,5 | 1,0 | 0,030 | 0,020 | 9,0-12,0 | 18,0-21,0 | 0,75 | 0,75 | - | - |
| Ukázka1 | 0,022 | 1,57 | 0,62 | 0,015 | 0,006 | 10.25 | 19.23 | 0,020 | 0,027 | 0,046 | 6.5 |
| Ukázka2 | 0,037 | 2.15 | 0,46 | 0,018 | 0,005 | 10.44 | 19.19 | 0,013 | 0,025 | 0,45 | 3.8 |
| Ukázka3 | 0,032 | 1,37 | 0,49 | 0,017 | 0,007 | 11,79 | 18,66 | 0,021 | 0,027 | 0,048 | 0,6 |
Tabulka 1
2.Mechanické vlastnosti vylučovaného kovu
| E308L-16 | Výtěžek MPa | Tahová MPa | Prodloužení % | -196℃ovlivnit J/℃ | GB/T4334-2020 E Mezikrystalová koroze | Radiografická kontrola | Poznámka | |
| Jediná hodnota | Průměrná hodnota | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
| Ukázka1 | 451 | 576 | 42 | 32/32/33 | 32.3 | kvalifikovaný | I | - |
| Ukázka2 | 436 | 563 | 44 | 39/41/39 | 39.7 | kvalifikovaný | I | - |
| Ukázka3 | 412 | 529 | 44,5 | 52/53/55 | 53,3 | kvalifikovaný | I | - |
Tabulka 2
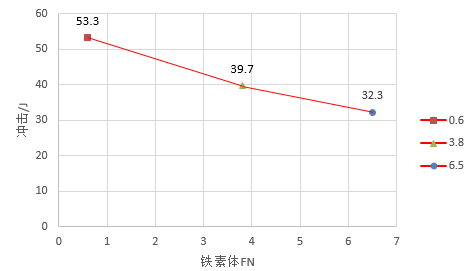
3.Vliv množství uloženého kovového feritu na náraz
4. Zobrazení svařovacího procesu (φ3,2 mm)


Svislé svařování před a po odstranění strusky (DC+)


Svařování potrubí před a po odstranění strusky (DC+)
4. Opatření pro vertikální svařování
1. Mělo by být použito nízkoproudé svařování;
2. Udržujte oblouk co nejnižší;
3. Když se oblouk vychýlí na obě strany drážky, na chvíli se zastavte a šířka houpání se reguluje v rozmezí 3násobku průměru elektrody.
5. Obraz potrubí aplikace svařovacích přídavných materiálů

Pro přídavné materiály pro svařování nerezové oceli s nárazem při nízké teplotě -196 °C, po letech výzkumu a vývoje přídavných materiálů pro svařování, již máme odpovídající podpůrné přídavné materiály pro svařování pro svařovací tyče, plná jádra, jádra s tavidlem a ponořené oblouky a vyvinuli jsme kontinuální oblouk ruční elektrodou svařovací spotřební materiál pro svařování ve všech polohách a má mnoho úspěchů v inženýrských aplikacích, vítáme zákazníky, aby si mohli poradit a vybrat!
Čas odeslání: 16. prosince 2022