Slitiny niklu Ruční elektroda ERNiCrMo-3(Mod) Pájecí spojení






CHEMICKÁ SLOŽKA:
| SLITINA (hmot. %) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| PŘÍKLADOVÁ HODNOTA | 0,01 | 0,12 | 0,44 | 21.7 | 62,7 | 8.25 | 0,003 | 0,003 | 0,9 | 3.41 |
MECHANICKÉ VLASTNOSTI:
| VLASTNICTVÍ | METODA (MPa) | SÍLA ROZTAŽENÍ (MPa) | HODNOTA DOPADU J/℃ | PRODLOUŽENÍ(%) | ||||
| PŘÍKLADOVÁ HODNOTA | - | 765 | - | 38 | ||||

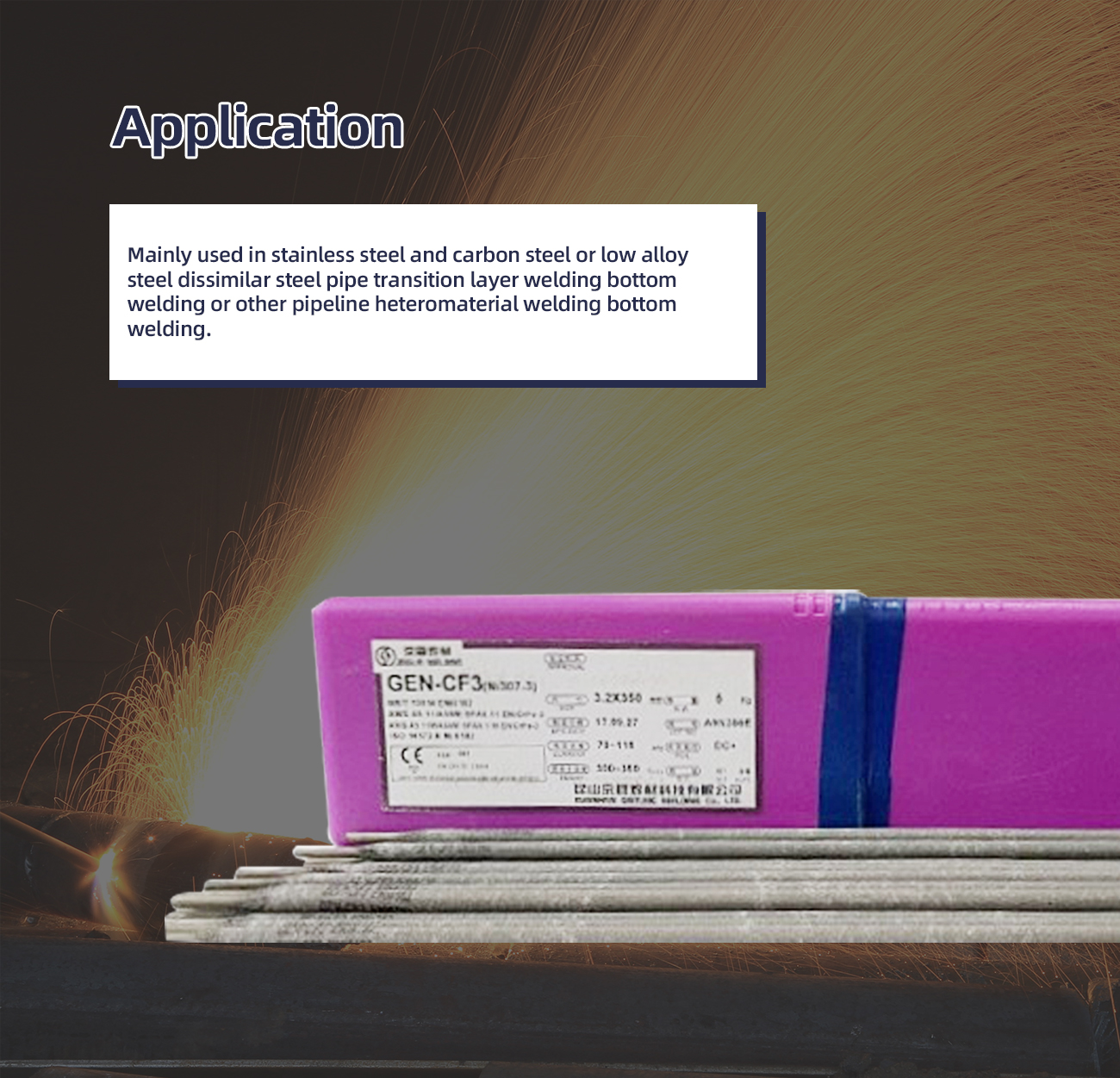
Hlavním složením je 61Ni-22Cr-9Mo-3,5Nb+Ta, což je nejpoužívanější nikl-chrom-molybdenový svařovací materiál.
Když se svařuje samoochranný svařovací drát TIG, ochranný povlak pronikne do zadní části svarové lázně a vytvoří hustou ochrannou vrstvu rovnoměrně na přední a zadní straně svarového průchodu, takže obě strany svarového průchodu jsou nezoxidovaný. Jednostranný svar je vytvořen na obou stranách a po ochlazení svarového průchodu svařovací struska automaticky odpadne.


Způsob svařování drátu je přesně stejný jako u běžného drátu pro obloukové svařování na bázi niklu. Speciální povlak na povrchu nemá nepříznivý vliv na svařitelnost a mechanické vlastnosti. Oblouk je stabilní, tvarování je krásné a proud horkého kovu je dobrý.











-
Projekt propanové kulové nádrže Shaanxi Pucheng -50 ℃
-
2,3 milionu barelů SBM Fast4ward FPSO
-
Shandong Jaderná energie CV20

CHEMICKÁ SLOŽKA:
| SLITINA (hmot. %) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| PŘÍKLADOVÁ HODNOTA | 0,01 | 0,12 | 0,44 | 21.7 | 62,7 | 8.25 | 0,003 | 0,003 | 0,9 | 3.41 |
MECHANICKÉ VLASTNOSTI:
| VLASTNICTVÍ | METODA (MPa) | SÍLA ROZTAŽENÍ (MPa) | HODNOTA DOPADU J/℃ | PRODLOUŽENÍ(%) | ||||
| PŘÍKLADOVÁ HODNOTA | - | 765 | - | 38 | ||||





