Nerezové oceli Ruční elektroda E347L-16 výrobní data sváru






Aplikace
Je vhodný pro svařování nerezové oceli 18%Cr-8%Ni-Nb (SUS347) a 18%Cr-8%Ni-Ti nerezové oceli (sus321) v petrochemickém průmyslu, tlakových nádobách, potravinářských strojích, lékařských strojích, chemických hnojiv a jiná odvětví.

CHEMICKÁ SLOŽKA:
| SLITINA (hmot. %) | C | Mn | Si | Cr | Ni | Mo | P | S | jiný | |
| PRAVIDLA GB/T | 0,04 | 0,5-2,5 | 1,00 | 18,0-21,0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| PRAVIDLA AWS | 0,08 | 0,5-2,5 | 1,00 | 18,0-21,0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| PŘÍKLADOVÁ HODNOTA | 0,033 | 0,84 | 0,69 | 18.7 | 9.5 | 0,1 | 0,027 | 0,005 | Cu0,22/Nb0,50 | |
MECHANICKÉ VLASTNOSTI:
| VLASTNICTVÍ | METODA (MPa) | SÍLA ROZTAŽENÍ (MPa) | HODNOTA DOPADU J/℃ | PRODLOUŽENÍ(%) | ||||
| PRAVIDLA GB/T | - | 510 | - | 25 | ||||
| PRAVIDLA AWS | - | 520 | - | 30 | ||||
| PŘÍKLADOVÁ HODNOTA | - | 615 | - | 36 | ||||
DOPORUČENÉ PARAMETRY SVAŘOVÁNÍ:
| SPECIFIKACE PRŮMĚRU (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELEKTŘINA (zesilovač) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Ruční elektroda z titan-vápenaté nerezové oceli, hlavní složení je nízkouhlíkové 18%Cr-9%Ni-Nb;Při přidání Nb na bázi 308 je obsah uhlíku současně nižší, což může účinně zlepšit odolnost proti korozi , zejména výkon mezikrystalové koroze.


Stabilní oblouk, krásné tvarování, jemné zvlnění, malé rozstřikování, snadné odstraňování strusky, dobrá požární odolnost, dobrá odolnost proti poréznosti.




Ningbo Honest Metal Materials Co, Ltd.is mezinárodní svářečská profesionální společnost v rámci nezávislého výzkumu a vývoje, výroby, prodeje a řízení. Byla založena v roce 2020.





Projekt centrálního zpracovatelského závodu Xinjiang Kela 2
Svařovací materiály pro kontejnery
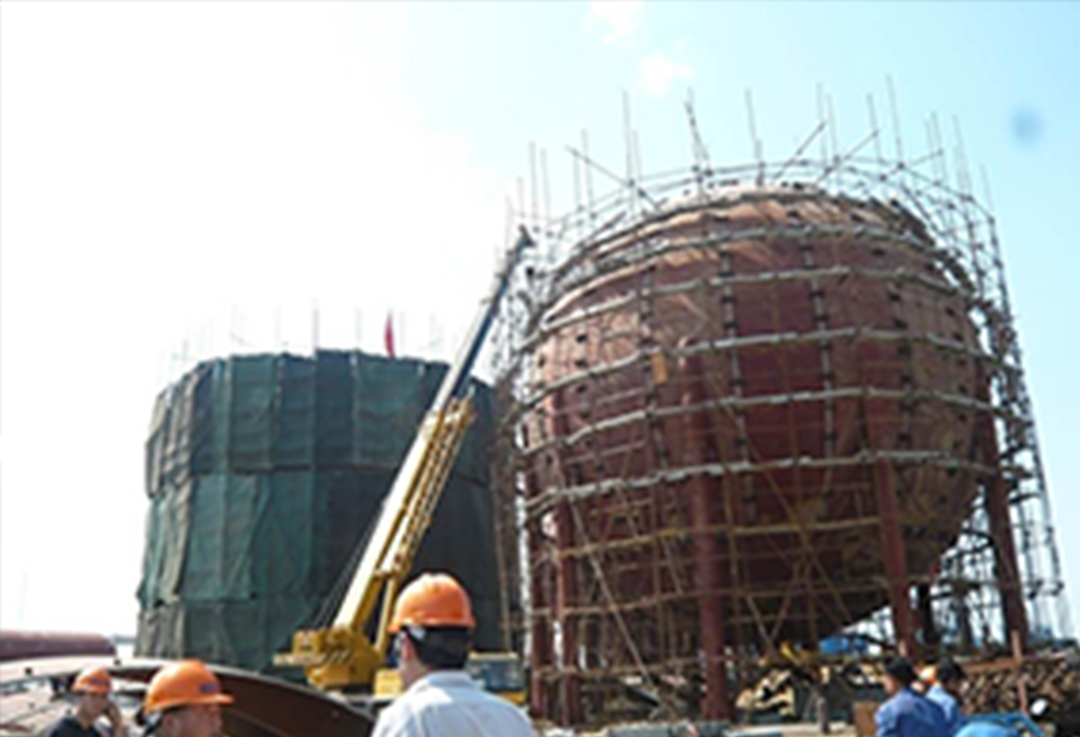
Projekt propanové kulové nádrže Gansu Lanke Petrochemical -50℃

CHEMICKÁ SLOŽKA:
| SLITINA (hmot. %) | C | Mn | Si | Cr | Ni | Mo | P | S | jiný | |
| PRAVIDLA GB/T | 0,04 | 0,5-2,5 | 1,00 | 18,0-21,0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| PRAVIDLA AWS | 0,08 | 0,5-2,5 | 1,00 | 18,0-21,0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| PŘÍKLADOVÁ HODNOTA | 0,033 | 0,84 | 0,69 | 18.7 | 9.5 | 0,1 | 0,027 | 0,005 | Cu0,22/Nb0,50 | |
MECHANICKÉ VLASTNOSTI:
| VLASTNICTVÍ | METODA (MPa) | SÍLA ROZTAŽENÍ (MPa) | HODNOTA DOPADU J/℃ | PRODLOUŽENÍ(%) | ||||
| PRAVIDLA GB/T | - | 510 | - | 25 | ||||
| PRAVIDLA AWS | - | 520 | - | 30 | ||||
| PŘÍKLADOVÁ HODNOTA | - | 615 | - | 36 | ||||
DOPORUČENÉ PARAMETRY SVAŘOVÁNÍ:
| SPECIFIKACE PRŮMĚRU (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELEKTŘINA (zesilovač) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||





