Vývoj feritické žáruvzdorné oceli
Zvyšte Cr-1,25Cr na 12Cr
Přidejte V, Nb, Mo, W, Co atd.
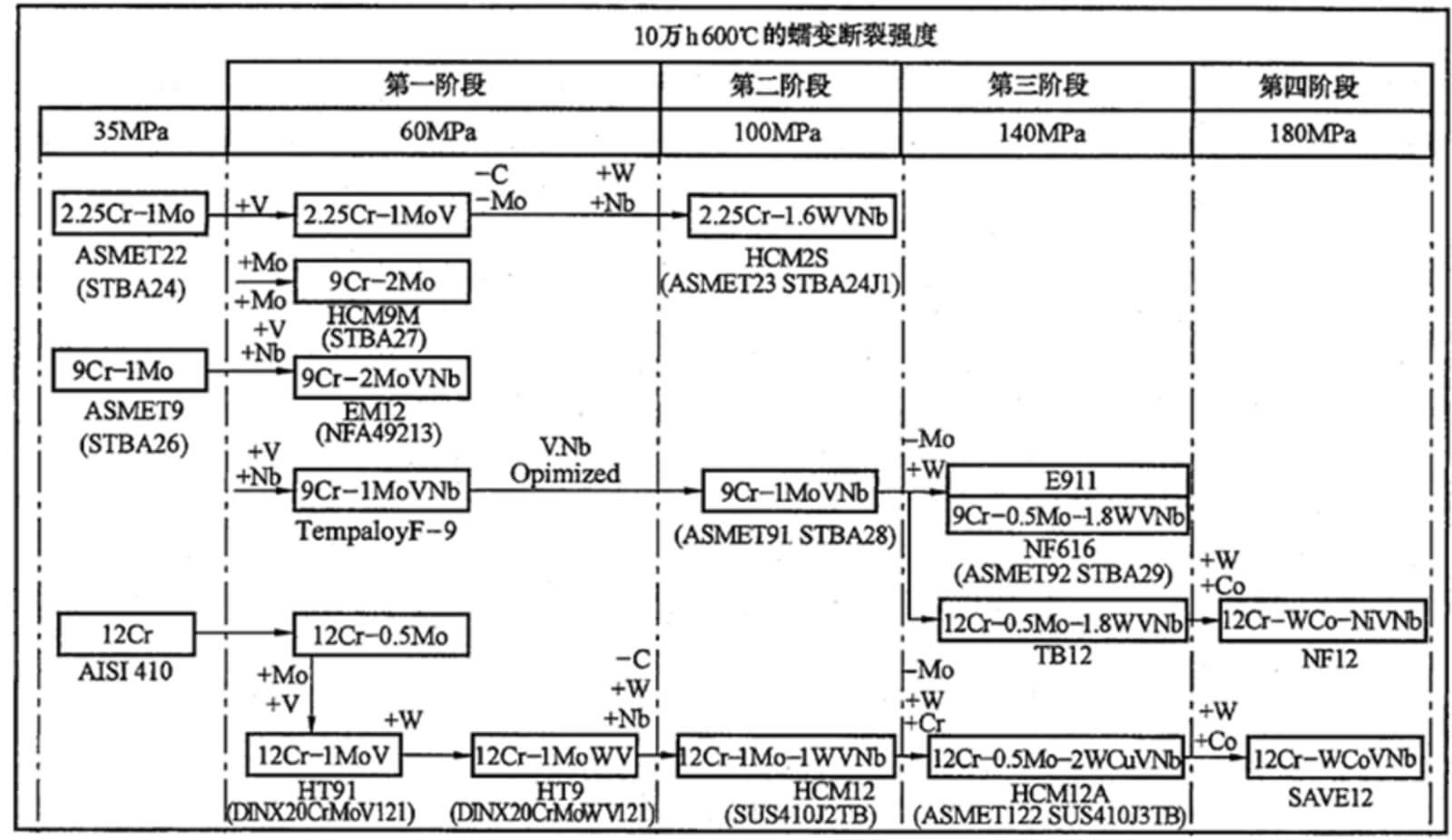
Vývojový trend feritické žáruvzdorné oceli
Poznámka:
Podle mezinárodní praxe jsou tzv. perlitové, bainitové a martenzitické žáruvzdorné oceli v kotlových a potrubních ocelích souhrnně označovány jako „feritické žáruvzdorné oceli“.
S úpravou energetické struktury mé země a optimalizací výstavby napájecích zdrojů se staly dominantními vysoce účinné, čisté a ekologické velkokapacitní a vysokoparametrové bloky.Zvýšením parametrů páry (tlaku a teploty) lze efektivně zlepšit tepelnou účinnost jednotky, snížit spotřebu uhlí a snížit emise CO2.V současnosti je hlavní cestou ke zlepšení účinnosti tepelných energetických jednotek zlepšení parametrů páry a vývoj superkritických (SC) a ultra-superkritických (USC) jednotek.V současné době je v mé zemi uvedeno do provozu více než 100 milionů kilowattových ultrasuperkritických (USC) jednotek, které jsou na prvním místě na světě jak v množství, tak v celkové kapacitě.
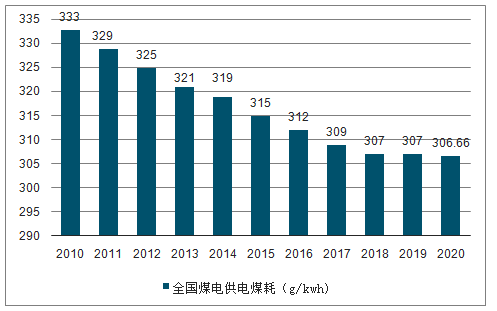
Statistiky a prognóza spotřeby uhlí pro dodávky elektřiny z uhlí v Číně v letech 2010 až 2020
2.Hlavní produkty svařovací tyče z chrom-molybdenové oceli
Tabulka 2 Zobrazení výkonu reprezentativních perlitických žáruvzdorných ocelových elektrod
| Položka | Hlavní složka | Teplo℃*H | Mechanické chování | ||||
| Výtěžek Mpa | Tahová Mpa | Rozšířit % | Šokovat J/℃ | ||||
| GER-107 | 0,5 % Po | 620*1 | 477 | 570 | 24.0 | 152/0 | - |
| GER-207 | 0,5%Cr-0,5%Mo | 690*1 | 490 | 590 | 23.0 | 143/0 | - |
| GER-307 | 1,25%Cr-0,5%Mo | 690*1 | 490 | 590 | 23.0 | 146/0 | - |
| GER-317 | 1,25%Cr-0,5%Mo-V | 730*2 | 541 | 635 | 22.5 | 166/0 | - |
| GER-407 | 2,25%Cr-1%Mo | 690*1 | 586 | 682 | 21.0 | 142/0 | - |
| GER-417 | 2,25%Cr-1%Mo-V | 720*8 | 556 | 657 | 21.0 | 145/-18 | 120/-30 |
| GER-507 | 5%Cr-0,5%Mo | 740*1 | 490 | 605 | 23.0 | 124/0 | - |
Poznámka:
1. Naše společnost vyvinula řady EXXXX-15, EXXXX-16, EXXXX-18 a další povlakové strusky pro elektrody stejné jakosti, aby vyhovovaly různým požadavkům trhu.Výše uvedené ukazuje pouze výkon elektrod EXXXX-15.
3.2 Seznam podkritických a super (ultra)kritických feritických/martenzitických žáruvzdorných ocelových elektrod
| POLOŽKA | STANDARD | Hlavní postava |
| GER-707 | AWS A5.5 E8015-B8 GB/T 5118 E6215-9C1M | 9%Cr-1%Mo drát z uhlíkové oceli, hlavní složení slitiny přechází z povlaku, vhodné pro tepelné podkritické jednotky, svařování oceli A213-T9, A335-P9 (ekonomické a použitelné, dobré zpracování) |
| GER-91 Typ jádra | AWS A5.5 E9015-B91 GB/T 5118 E6215-9C1MV | 9%Cr-1%Mo-Nb-vn Vhodné pro tepelně kritické jednotky, svařování oceli T/P 91, hlavní složení slitiny je přenášeno ze svařovacího jádra, vysokoteplotní mikrostruktura a stabilita výkonu |
| GER-91M jádro lékové kůže | 9%Cr-1%Mo-Nb-VN Vhodné pro tepelně kritické jednotky, svařování oceli T/P 91, hlavní složení slitiny je přenášeno ze svařovacího jádra, vysokoteplotní mikrostruktura a stabilita výkonu | |
| GER-92 Typ jádra | AWS A5.5 E9015-B92 | 9%Cr-0,5%Mo-WV-Nb-N Vhodné pro tepelně výkonné superkritické jednotky, svařování oceli T/P 92, hlavní složení slitiny přechází z jádrového drátu, vysokoteplotní mikrostruktura a stabilita výkonu |
| GER-93 | Náš standard | 9%Cr-3%W-3%Co-Cu-V-Nb-B Je vhodný pro svařování pokročilé vysoce superkritické oceli G115 pro výrobu tepelné energie.Má dobrou strukturu a výkonnostní stabilitu při vysokých teplotách.Odolná pevnost je 1,5krát větší než u oceli P92 a její odolnost proti oxidaci a korozi při vysokých teplotách je lepší než u oceli P92. |
Zobrazení výkonu elektrody
| Položka | Hlavní složka | Teplo℃*H | Mechanické chování | |||
| Výtěžek Mpa | Tahová Mpa | Rozšířit % | Šokovat J | |||
| GER-707 | 9%Cr-1%Mo | 740*1 | 540 | 670 | 24.0 | 119,7 |
| GER-91 | 9%Cr-1%Mo-Nb-VN | 760*2 | 557 | 702 | 21.0 | 96,3 |
| GER-91M | 9%Cr-1%Mo-Nb-VN | 760*2 | 553 | 701 | 22.5 | 81,0 |
| GER-92 | 9%Cr-0,5%Mo-WV-Nb-N | 760*2 | 596 | 706 | 21.5 | 103,0 |
| GER-93 | 9%Cr-3%W-3%Co | 770*4 | 580 | 720 | 20,0 | 77,7 |
Poznámka:
1. GER-91M je přechodový povlak, to znamená, že svařovacím jádrem je běžný drát z uhlíkové oceli a hlavní slitina je přeměněna povlakem.Ve srovnání s GER-91 (typ s přechodem jádrového drátu) má lepší ekonomické výhody a je naším hlavním produktem svařovacích drátů pro superkritický tepelný výkon.
3. Verze normy ASME z roku 2015 vyžaduje elektrodu E9015-B91 Mn+Ni≤1,4 % a verze z roku 2017 vyžaduje ≤1,2 % pro základní kov.(Nejnovější verze ASME z roku 2021 nadále používá verzi požadavků ASME na složení z roku 2015 pro elektrody E9015-B91/B92).Abychom uspokojili poptávku trhu, naše svařovací dráty E9015-B91 a E9015-B92 vyvinuly dva typy odpovídajících svařovacích materiálů: Mn+Ni≤1,4 % a Mn+Ni≤1,2 %.Protože posledně jmenovaný má větší poptávku na trhu, výše uvedené ukazuje, že 91/92 elektrod je naneseno kovem Mn+Ni≤1,2 %.
4. Ukázka hodnocení procesu pro ultrasuperkritické elektrody
4.1 Procesní kvalifikace svarových spojů P91/92

6. Výhody a vlastnosti našich žáruvzdorných ocelových elektrod pro chrom-molybdenovou ocel
1. Existuje mnoho odrůd a všech druhů
●Složení se pohybuje od 0,5%Mo do 9%Cr-3%W-3%Co.
● Použijte teplotu od 500 ℃ do 650 ℃.
●Různé barvy povlaku a typy povlaků (EXXXX-15, EXXXX-16, EXXXX-18) lze použít pro různé příležitosti (obecný typ, typ se silným obloukem pro potrubí energetických staveb).
●Může splnit požadavky na svařování většiny Cr-Mo ocelí.
2. Dobrý výkon
Vynikající mechanické vlastnosti, dobré vlastnosti při vysokých teplotách (tečení při vysokých teplotách a stárnutí při vysokých teplotách).
3. Dobré řemeslo
Elektroda má vynikající zpracovatelnost ve všech polohách, stabilní hoření oblouku, dobrou tuhost a ofukovací sílu, malý rozstřik, dobrou tekutost, krásný tvar svaru a snadné odstraňování strusky po svařování.
4. Vedoucí postavení v oboru
Spolupracoval s Ústavem tepelného inženýrství Suzhou a v roce 2015 prošel přezkumem „T/P 91/92 Localization Appraisal Meeting“ a spolupracoval s hlavními domácími energetickými jednotkami, jako jsou Shenhua Guohua a General Iron and Steel Research Institute na vývoji 650 °C Ocel G115 podporující svařovací materiály a procesy a uspořádala několik schůzek pro výměnu svařovacích materiálů.
More information send to E-mail: export@welding-honest.com
Čas odeslání: 27. prosince 2022